Стоматологический инструментарий: Цветной атлас. - 2007. - 168 с.: ил.
|
|
|
|
ГЛАВА 4 РОТАЦИОННЫЕ ИНСТРУМЕНТЫ
Ротационные стоматологические инструменты, к которым относят боры, фрезы, диски, абразивные головки, полиры и специальные инструменты, используют в клинической и лабораторной практике для высокоскоростной обработки твердых и, в ряде случаев, мягких тканей челюстно-лицевой области, а также для придания необходимого размера, формы и рельефа поверхности стоматологическим конструкциям (табл. 4.1).
Таблица 4.1.
Область применения стоматологических инструментов
Тип инструмента | Назначение | |
1 | Бор | Туннельное препарирование |
2 | Фреза | Плоскостное препарирование, разрезание |
3 | Диск | Сепарация, плоскостное препарирование |
4 | Абразив | Предварительная обработка |
5 | Полир | Финишная обработка |
В корпусе ротационного инструмента выделяют хвостовик, служащий для закрепления инструмента в стоматологическом наконечнике, и рабочую часть (рис. 4.1).
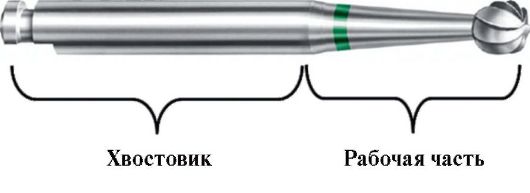 Рис. 4.1. Конструкция ротационного инструмента
Рис. 4.1. Конструкция ротационного инструмента
Классификацию ротационных инструментов регламентирует международная система стандартов - ISO. Согласно системе ISO групповую принадлежность инструмента определяют по следующим признакам:
• тип материала, покрывающего рабочую часть инструмента;
• длина хвостовика и вид соединения хвостовика с наконечником;
• форма рабочей части инструмента;
• абразивность материала или тип нарезки зубьев рабочей части;
• наибольший диаметр рабочей части инструмента.
4.1. МАТЕРИАЛ, ПОКРЫВАЮЩИЙ РАБОЧУЮ ЧАСТЬ ИНСТРУМЕНТА
алмазное зерно
Для покрытия стоматологических инструментов используют как природные технические алмазы, так и синтетическую алмазную крошку. Натуральные алмазы, по сравнению с синтетическими, обладают более упорядоченной кристаллической решеткой, что делает их устойчивыми к стиранию и скалыванию. Для соединения алмазных зерен со стальной заготовкой используют металлическую связку, которую наносят методом гальванизации или спекания.
Гальваническая заливка обеспечивает хорошее закрепление абразивных гранул и прецизионную работу инструмента за счет снижения радиального биения. Важной характеристикой инструмента служит равномерность погружения алмазных зерен в заливку. При неравномерном погружении поверхность инструмента быстро теряет часть абразивных частиц и забивается стружкой, что снижает срок службы инструмента. Для повышения режущей эффективности и снижения теплообразования применяют одноуровневое алмазное покрытие, при котором алмазные зерна одинаково погружены в заливку и равномерно распределены по поверхности рабочей части инструмента.
Методом спекания производят высокоабразивные инструменты, предназначенные для проведения зуботехнических работ. В качестве связующего элемента используют железомарганцевый сплав (инструменты для обработки керамики) и бронзу (инструменты для обработки металлов).
Для предотвращения загрязнения рабочей поверхности некоторые производители покрывают алмазные инструменты слоем нитрита титана (рис. 4.1.1).
 Рис. 4.1.1. Алмазный бор с покрытием из нитрита титана
Рис. 4.1.1. Алмазный бор с покрытием из нитрита титана
 Рис. 4.1.2. Алмазный бор со спиралевидной насечкой
Рис. 4.1.2. Алмазный бор со спиралевидной насечкой
 Рис. 4.1.3. Алмазная фреза с ромбовидной насечкой
Рис. 4.1.3. Алмазная фреза с ромбовидной насечкой
 Рис. 4.1.4. Алмазный диск со спиралевидной насечкой
Рис. 4.1.4. Алмазный диск со спиралевидной насечкой
 Рис. 4.1.5. Алмазный диск со сплошным покрытием
Рис. 4.1.5. Алмазный диск со сплошным покрытием
 Рис. 4.1.6. Алмазный диск с периферийным покрытием
Рис. 4.1.6. Алмазный диск с периферийным покрытием
При высокоскоростном препарировании для предупреждения термического ожога пульпы зуба и быстрого очищения рабочей поверхности используют алмазные турбоинструменты (боры, фрезы, диски). Рабочая часть таких инструментов имеет бороздки, по которым в зону препарирования поступает охлаждающая жидкость (вода). Бороздки нанесены в виде правоили левозакрученной спирали (для правшей и левшей), также применяют ромбовидную насечку (рис. 4.1.2-4.1.4).
Алмазное покрытие дисков, в зависимости от области применения инструмента и площади обрабатываемой поверхности, может быть одно-, двусторонним, периферийным и сплошным (рис. 4.1.5, 4.1.6).
Алмазную крошку используют преимущественно для покрытия боров, фрез и сепарационных дисков, иногда мелкозернистую алмазную
 Рис. 4.1.7. Полирующие инструменты с алмазной насыпкой
Рис. 4.1.7. Полирующие инструменты с алмазной насыпкой
насыпку добавляют в полирующие инструменты для придания им абразивных свойств (рис. 4.1.7).
рубиновое зерно
Инструменты с рубиновой крошкой предназначены для завершающей обработки стоматологических изделий из пластмассы (рис. 4.1.8). Связующим элементом в них, как и в алмазных инструментах, служит металл. К преимуществам рубиновых финиров относят отсутствие эффекта разогревания поверхности, что позволяет проводить точную корректировку пластмассовых протезов без деформации конструкции.
твердосплавное покрытие
Твердосплавное покрытие для стоматологических боров и фрез
получают методом порошковой металлургии путем сплавления твердых веществ (главным образом - карбида вольфрама) со связующими металлами (кобальт). Для формирования режущих граней применяют управляемую компьютером алмазную фрезерную головку, что позволяет добиться хорошей центровки инструмента и симметричности расположения зубьев нарезки (рис. 4.1.9).
 Рис. 4.1.8. Инструменты с рубиновой насыпкой
Рис. 4.1.8. Инструменты с рубиновой насыпкой
 Рис. 4.1.9. Твердосплавный бор
Рис. 4.1.9. Твердосплавный бор
Ассортимент твердосплавных боров и фрез представлен двумя группами инструментов:
а) инструменты, целиком выполненные из твердосплавного материала - наиболее устойчивы к экстремальным нагрузкам;
б) инструменты из высокопрочной стали с рабочей частью из твердосплавного материала - менее долговечны, имеют ограниченные показания к применению.
В зависимости от назначения инструмента количество, величина и геометрия лезвий нарезки может варьировать. Наиболее часто используют типы нарезки, указанные на рис. 4.1.10.
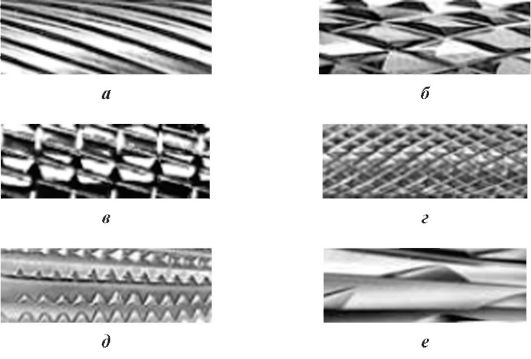 Рис. 4.1.10. Типы нарезки твердосплавных инструментов: а - однорядная; б - перекрестная; в - спиральная; г - призматическая; д - поперечная; е - зубчатая.
Рис. 4.1.10. Типы нарезки твердосплавных инструментов: а - однорядная; б - перекрестная; в - спиральная; г - призматическая; д - поперечная; е - зубчатая.
Твердосплавные инструменты применяют в клинической и лабораторной практике для препарирования твердых тканей зуба, разрезания и шлифовки керамики, гипса, пластмасс, сплавов благородных металлов, титана и других твердых материалов.
Выбор инструмента для проведения различных манипуляций определяется как конфигурацией нарезки, так и количеством режущих лезвий рабочей части. Выпускают инструменты с количеством граней от 6 до 30. Для грубой обработки используют боры и фрезы с наименьшим числом зубцов, для финишной обработки, для предотвращения растрескивания материала - с большим числом зубцов.
стальное покрытие
Стальные ротационные инструменты изготавливают из легированной вольфрамованадиевой стали или закаленной нержавеющей стали (рис. 4.1.11). Режущие грани формируют методом штамповки, для создания сложной текстуры рабочей поверхности используют технику фрезерования.
 Рис. 4.1.11. Стальной бор
Рис. 4.1.11. Стальной бор
Стальные боры и фрезы, по сравнению с алмазными и твердосплавными инструментами, обладают меньшей прочностью и долговечностью, в связи с чем в клинической и лабораторной практике их применяют в основном для обработки мягких материалов. На стоматологическом приеме инструменты из медицинской стали используют для препарирования костной ткани, удаления размягченного дентина, коррекции съемных пластмассовых протезов и ортодонтических аппаратов. В зуботехнических лабораториях стальные легированные инструменты служат для разрезания гипса, пластмасс и предварительного шлифования металлических конструкций.
Для проведения хирургических вмешательств с целью предупреждения термического ожога костной ткани профессором Kirschner были предложены стальные ротационные инструменты с системой внутреннего охлаждения (рис. 4.1.12). В борах и фрезах данной конструкции охлаждающая жидкость из наконечника поступает в канал, расположенный в корпусе инструмента, и распыляется через систему форсунок на рабочей части.
корундовое зерно
Корунд (Al2O3) используют в качестве абразивной добавки в инструментах, предназначенных для завершающей обработки стоматологических материалов
 Рис. 4.1.12. Стальной бор с внутренней системой охлаждения
Рис. 4.1.12. Стальной бор с внутренней системой охлаждения
(рис. 4.1.13). В зависимости от абразивности зерна инструменты с корундовой насыпкой применяют как для предварительной обработки поверхности (абразивы), так и для финишного шлифования (полиры). Связующим и формообразующим элементом в корундовых инструментах служит керамическая масса, которая может различаться по степени жесткости. Для фиксации зерен абразива в корундовых сепарационных дисках используют синтетические смолы, в полирующих инструментах - эластичную силиконовую связку.
Инструменты с корундовой насыпкой предназначены для обработки металлических конструкций, реставраций из амальгамы и благородных металлов, а также для завершающей отделки изделий из акрила.
 Рис. 4.1.13. Инструменты с корундовой насыпкой
Рис. 4.1.13. Инструменты с корундовой насыпкой
покрытие с зернами карбида кремния
Инструменты с рабочей частью из карбида кремния (SiC) с различной степенью зернистости насыпки применяют в клинической и лабораторной практике в виде абразивов и полиров для нивелирования и шлифования стоматологических конструкций (рис. 4.1.14). Связующим матриксом в инструментах с карбидом кремния, как и в корундовых инструментах, служат керамика, силикон и синтетические смолы, в
 Рис. 4.1.14. Инструменты с насыпкой из карбида силикона
Рис. 4.1.14. Инструменты с насыпкой из карбида силикона
некоторых инструментах также используют мягкую магнезитную связку. Инструменты с карбидом кремния применяют для обработки зубных тканей, керамики, металлических сплавов и акриловых пластмасс.
покрытие из оксида кремния
Абразивные камни из оксида кремния (песчаник, SiO2) в составе синтетического связующего материала выпускаются с мелкозернистой и среднезернистой силикатной насыпкой - для финишного полирования,и крупнозернистой насыпкой - для предварительной обработки. В лабораторной практике инструменты из песчаника используют преимущественно для шлифования изделий из пластмассы, металлических конструкций и композитов (рис. 4.1.15).
силиконовое покрытие
Инструменты с силиконовым покрытием изготавливают на основе высокомолекулярных кремнийорганических соединений с общей химической формулой [-0-Si(R)2-0-]n. Силиконовые резины не токсичны, устойчивы к агрессивным химическим средам и термически резистентны, что позволяет применять силиконовые полиры как на стоматологическом приеме, так и в зуботехнической лаборатории (рис. 4.1.16, 4.1.17). Область применения силиконовых инструментов: окончательная обработка керамики, благородных и неблагородных металлов, реставраций из композитов и амальгамы, удаление зубного налета и полирование эмали.
 Рис. 4.1.15. Инструменты с песчаной насыпкой
Рис. 4.1.15. Инструменты с песчаной насыпкой
 Рис. 4.1.16. Инструменты с силиконовым покрытием
Рис. 4.1.16. Инструменты с силиконовым покрытием
 Рис. 4.1.17. Силиконовые полиры для удаления зубного налета
Рис. 4.1.17. Силиконовые полиры для удаления зубного налета
 Рис. 4.1.18. Инструменты с резиновым покрытием
Рис. 4.1.18. Инструменты с резиновым покрытием
резиновое покрытие
Рабочая часть резиновых полиров представлена высококачественным вулканизированным термо- и износостойким каучуком (рис. 4.1.18). Резиновые полиры применяют на завершающих этапах обработки металлических конструкций из хромокобальтовых сплавов, титана и сплавов благородных металлов.
 Рис. 4.1.19. Инструмент с керамическим покрытием рабочей части
Рис. 4.1.19. Инструмент с керамическим покрытием рабочей части
керамическое покрытие
Инструменты с керамическим покрытием рабочей части предназначены для высокоскоростной обработки мягких тканей полости рта (рис. 4.1.19). Резекция тканей сопровождается эффектом коагуляции, что снижает кровотечение в зоне препарирования. Керамический триммер используют для удаления гиперплазированной десны, обнажения ретенированных зубов и отделения межкорневых грануляций, также данный инструмент применяют в ортопедической стоматологии для открытия зубодесневой борозды при снятии оттисков.
инструменты, используемые совместно с полировочными пастами
Рабочая часть таких инструментов не имеет собственного абразивного покрытия и требует применения полировочных паст (пасты с алмазной крошкой, паста ГОИ и др.). Для изготовления рабочей части используют следующие материалы:
а) натуральные ткани и полимеры (рис. 4.1.20-4.1.29);
б) синтетические полимеры (рис. 4.1.30, 4.1.31);
в) металлическую проволоку (рис. 4.1.32).
 Рис. 4.1.20. Фланелевые многослойные диски_
Рис. 4.1.20. Фланелевые многослойные диски_
 Рис. 4.1.21. Ситцевые многослойные диски
Рис. 4.1.21. Ситцевые многослойные диски
 Рис. 4.1.22. Замшевые многослойные диски
Рис. 4.1.22. Замшевые многослойные диски
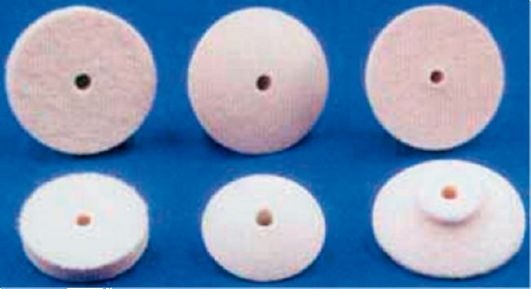 Рис. 4.1.23. Фетровые фильцы
Рис. 4.1.23. Фетровые фильцы
 Рис. 4.1.24. Щетки из козьего ворса
Рис. 4.1.24. Щетки из козьего ворса
 Рис. 4.1.25. Щетки из конского ворса
Рис. 4.1.25. Щетки из конского ворса
 Рис. 4.1.26. Щетки из льняной пряжи
Рис. 4.1.26. Щетки из льняной пряжи
 Рис. 4.1.27. Щетка из шерстяной пряжи
Рис. 4.1.27. Щетка из шерстяной пряжи
 Рис. 4.1.28. Щетки из хлопковой пряжи
Рис. 4.1.28. Щетки из хлопковой пряжи
 Рис. 4.1.29. Складчатый суконный диск
Рис. 4.1.29. Складчатый суконный диск
 Рис. 4.1.30. Щетки из искусственной щетины
Рис. 4.1.30. Щетки из искусственной щетины
 Рис. 4.1.31. Нейлоновые щетки
Рис. 4.1.31. Нейлоновые щетки
 Рис. 4.1.32. Щетки из металлической проволоки: а - медной; б - стальной; в - серебряной.
Рис. 4.1.32. Щетки из металлической проволоки: а - медной; б - стальной; в - серебряной.
Полирующие щетки и диски применяют для окончательной обработки изделий из керамики, сплавов благородных и неблагородных металлов, композитов и пластмасс.
4.2. ДЛИНА ХВОСТОВИКА И ВИДЫ СОЕДИНЕНИЙ
ХВОСТОВИКА С НАКОНЕЧНИКОМ
Конструкция хвостовика ротационного инструмента определяется видом зажимного устройства стоматологического наконечника. В зависимости от типа соединения различают 3 основные группы инструментов:
• для работы с турбинными наконечниками;
• для работы с угловыми наконечниками;
• для работы с прямыми наконечниками.
инструменты, предназначенные для работы с турбинными наконечниками
Хвостовик турбинных инструментов не имеет ретенционных пунктов; фиксацию инструмента обеспечивает точное прилегание хвостовика инструмента к зажимной цанге наконечника (рис. 4.2.1).
 Рис. 4.2.1. Конструкция хвостовика турбинного инструмента
Рис. 4.2.1. Конструкция хвостовика турбинного инструмента
Хвостовик инструментов, предназначенных для работы с турбинными наконечниками, имеет стандартный диаметр - 1,60 мм. Длина хвостовика в зависимости от назначения инструмента может различаться. Наибольшее распространение получили инструменты длиной 19 и 21 мм, в детской стоматологии для препарирования молочных зубов используют укороченные инструменты длиной 16 мм, сверхдлинные инструменты (25 и 30 мм) применяются в основном в хирургической практике.
Торцевая часть турбинных инструментов может быть закругленной и плоской, в клиническом применении более удобен закругленный хвостовик, который облегчает закрепление инструмента в цанге наконечника (рис. 4.2.2).
 Рис. 4.2.2. Инструменты с закругленной (а) и плоской (б) торцевой частью хвостовика
Рис. 4.2.2. Инструменты с закругленной (а) и плоской (б) торцевой частью хвостовика
 Рис. 4.2.3. Конструкция хвостовика инструмента для углового наконечника
Рис. 4.2.3. Конструкция хвостовика инструмента для углового наконечника
ся видом проводимых манипуляц 34 мм.
инструменты, предназначенные
для работы с угловыми
наконечниками
Фиксация инструментов в угловом наконечнике достигается за счет замкового соединения зажимного рычага с хвостовиком, имеющим ограненную торцевую часть с насечкой (рис. 4.2.3). Для работы с угловыми наконечниками применяют инструменты с универсальной конструкцией хвостовика диаметром 2,35 мм. Длина инструмента определяет- [ и может составлять 15, 22, 26, 28,
инструменты, предназначенные для работы с прямыми наконечниками
В прямых наконечниках закреплению инструмента способствует сила трения, возникающая при сдавлении хвостовика поворотным зажимным механизмом (рис. 4.2.4). Диаметр хвостовика, как правило, составляет 2,35 мм, в ряде случаев применяют инструменты с диаметром хвостовика 3,00 мм (зуботехнические фрезы). Наибольшую длину имеют хирургические инструменты: 65, 70 мм, в терапевтической и ортопедической стоматологии применяют инструменты длиной от 44,5
до 53 мм, а также ультракороткие инструменты длиной 32 мм.
Некоторые инструменты (сепарационные и абразивные диски, профилактические полиры) выпускаются без крепежного элемента и требуют применения специальных держателей, соответствующих хвостовику инструментов для прямого и углового наконечника (рис. 4.2.5-
4.2.7).
 Рис. 4.2.4. Конструкция хвостовика инструмента для прямого наконечника
Рис. 4.2.4. Конструкция хвостовика инструмента для прямого наконечника
 Рис. 4.2.5. держатель дисков для углового наконечника
Рис. 4.2.5. держатель дисков для углового наконечника
 Рис. 4.2.6. Держатель полиров для углового наконечника
Рис. 4.2.6. Держатель полиров для углового наконечника
 Рис. 4.2.7. Держатели диска для прямого наконечника
Рис. 4.2.7. Держатели диска для прямого наконечника
В случае необходимости использования турбинных инструментов на малых оборотах и для рационального сокращения количества инструментов в клинике применяют адаптеры для прямого и углового наконечника (рис. 4.2.8, 4.2.9). Переходники снабжены фиксирующим зажимом, который предупреждает радиальное биение и позволяет быстро заменять инструмент.
 Рис. 4 2.9. Адаптер для прямого наконечника
Рис. 4 2.9. Адаптер для прямого наконечника
4.3. ФОРМА РАБОЧЕЙ ЧАСТИ ИНСТРУМЕНТА
Многообразие вариантов строения рабочей части ротационных инструментов обусловлено широким спектром стоматологических клинических и лабораторных процедур. Большое число модификаций рабочей части также объясняется сложным рельефом обрабатываемых поверхностей и наличием у врачей-стоматологов и зубных техников индивидуальных предпочтений в выборе ротационного инструмента при выполнении стандартных манипуляций.
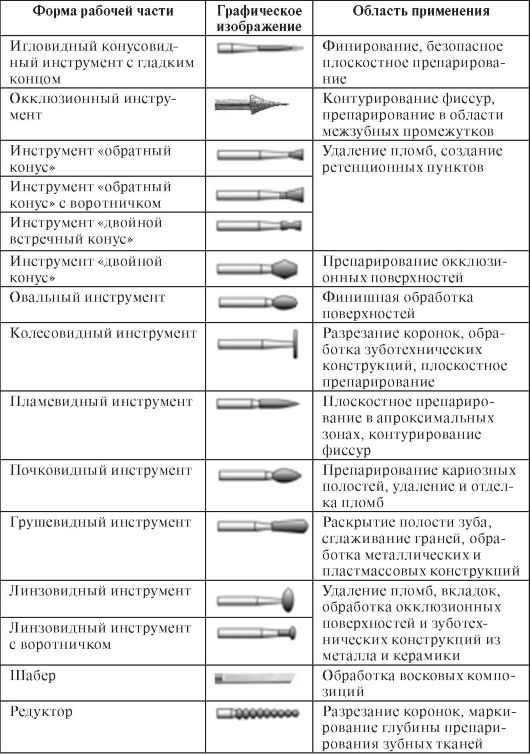
Наибольшей вариабельностью формы рабочей части обладают турбинные инструменты (до 60 видов), предназначенные для работы с прямыми и угловыми наконечниками, имеют, как правило, аналогичное строение рабочей части. Типовые формы рабочей части и область применения стоматологических боров, фрез, дисков, абразивов и полиров представлены в табл. 4.3.1, 4.3.2, 4.3.3.
Таблица 4.3.1.
Форма рабочей части и область применения стоматологических боров и фрез

 Окончание таблицы 4.3.1.
Окончание таблицы 4.3.1.
 Таблица 4.3.2.
Таблица 4.3.2.
Форма рабочей части и область применения абразивных инструментов
и полиров
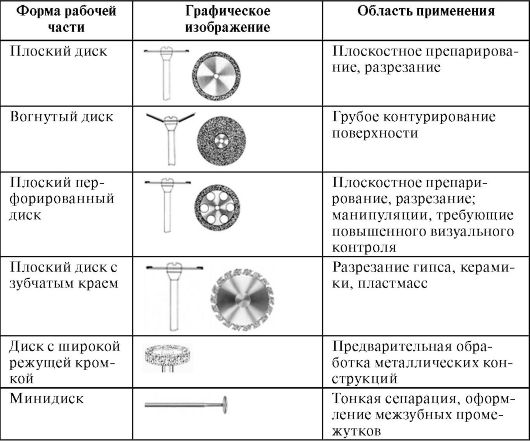
 Таблица 4.3.3.
Таблица 4.3.3.
Форма рабочей части и область применения сепарационных дисков
 4.4. АБРАЗИВНОСТЬ МАТЕРИАЛА ИЛИ ТИП НАРЕЗКИ ЗУБЬЕВ РАБОЧЕЙ ЧАСТИ
4.4. АБРАЗИВНОСТЬ МАТЕРИАЛА ИЛИ ТИП НАРЕЗКИ ЗУБЬЕВ РАБОЧЕЙ ЧАСТИ
Абразивные свойства инструмента в зависимости от материала рабочей части определяются размером зерен насыпки или величиной и количеством зубьев нарезки.
алмазные инструменты
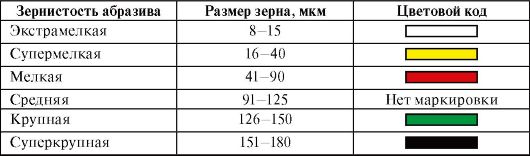
Для изготовления алмазных инструментов используют гранулы размером от 8 до 180 мкм. Согласно ISO различают шесть степеней зернистости алмазного абразива. Каждой группе соответствует опре-
деленный цветовой код, который в виде риски наносится на хвостовик инструмента (табл. 4.4.1). Некоторые производители маркируют инструменты в соответствие со стандартами страны-изготовителя, которые могут отличаться от стандартов ISO.
Таблица 4.4.1.
Градация алмазных инструментов в зависимости от зернистости абразива
 стальные и твердосплавные инструменты
стальные и твердосплавные инструменты
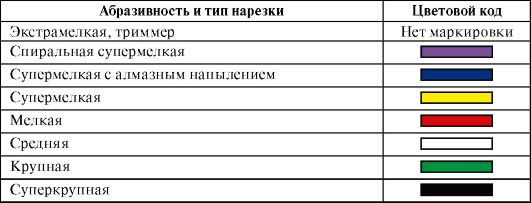
Абразивность данной группы инструментов зависит от величины и количества режущих граней рабочей поверхности. Инструменты для предварительной обработки характеризуются меньшим количеством и крупным размером лезвий нарезки, инструменты для финишной обработки - меньшим размером и более частым расположением лезвий. Цветовое кодирование стальных и твердосплавных инструментов учитывает как тип нарезки, так и абразивность инструмента (Табл. 4.4.2).
Таблица 4.4.2.
Градация стальных и твердосплавных инструментов в зависимости
от типа и абразивности нарезки
 Абразивность
инструментов с насыпкой из карбида кремния, корунда и оксида кремния
(песчаника) определяется комбинацией свойств связующего вещества и
размером гранул абразива. Полиры и абразивы, предназначенные для
обработки определенного вида материала (титан, благородные металлы,
керамика и др.), могут иметь окрашенную рабочую часть в соответствии с
классификацией фирмы-производителя.
Абразивность
инструментов с насыпкой из карбида кремния, корунда и оксида кремния
(песчаника) определяется комбинацией свойств связующего вещества и
размером гранул абразива. Полиры и абразивы, предназначенные для
обработки определенного вида материала (титан, благородные металлы,
керамика и др.), могут иметь окрашенную рабочую часть в соответствии с
классификацией фирмы-производителя.
4.5. НАИБОЛЬШИЙ ДИАМЕТР РАБОЧЕЙ ЧАСТИ
ИНСТРУМЕНТА
Ротационные инструменты, как правило, имеют сложную форму рабочей части, в этой связи в качестве системного параметра для определения размера инструмента указывают наибольший диаметр рабочей части. Диаметр может быть рассчитан как в дюймах, так и в миллиметрах. Максимальный диаметр рабочей части большинства инструментов составляет от 0,5 до 30 мм.