Стоматологическое материаловедение : учебное пособие И.Я. Поюровская - 2007. - 192 с.
|
|
|
|
ЛЕКЦИЯ 19 ЗУБОТЕХНИЧЕСКИЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ. МОДЕЛИРОВОЧНЫЕ ВОСКИ. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Основные представления о назначении, свойствах и составе восков. Классификация зуботехнических восков. Назначение, состав и классификация формовочных материалов.
Для изготовления модели будущего протеза применяют материалы, основанные на различных восковых композициях, называемые моделировочными или стоматологическими (зуботехническими) восками. Восковые моделировочные материалы используют для изготовления моделей вкладок, коронок, штифтов, частичных и полных протезов. Из воска изготавливают специальные валики, с помощью которых определяют прикус, его можно применять для снятия оттиска с участков полости рта, лишенных зубов. Кроме того, воски применяются во многих технологических процессах на этапах изготовления зубных протезов.
Стоматологические воски классифицируют по назначению. Различают моделировочные, технологические или технические вспомогательные и оттискные воски (схема 19.1).
К моделировочным воскам относится воск для вкладок, литьевой и базисный воски. Восковые модели применяются для изготовления протезов из металлов методом литья по выплавляемым моделям.
Воски для вкладок типа I - твердые. Их применяют для изготовления вкладок по прямому методу. Вкладочные воски типа II - мягкие, и их используют для изготовления восковых вкладок на моделях (по непрямому методу). Кроме того, вкладочные воски иногда применяют для моделирования аттачменов (замковых креплений) в комбинированных протезах.
Литьевые воски применяют для моделирования тонких деталей частичных протезов и коронок в мостовидных протезах. Они особенно подходят для изготовления колпачков и кламмеров, в которых необходимо воссоздать однородные тонкие элементы.
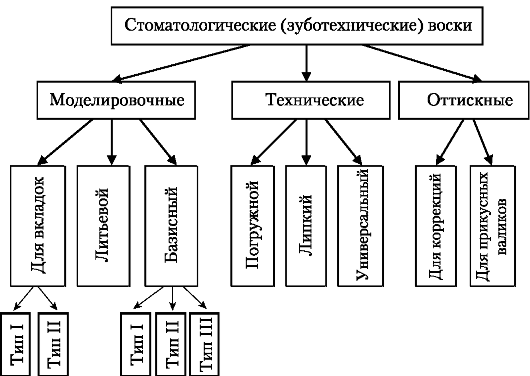 Схема 19.1. Виды зуботехнических восков
Схема 19.1. Виды зуботехнических восков
Базисный пластиночный воск применяется для моделирования полных съемных зубных протезов (базисов протезов). Различают три типа базисного воска. Тип 1 - мягкий базисный воск для внешних поверхностей и контуров модели протеза. Тип II - воск средней твердости, предназначенный для моделей протезов, примеряемых в полости рта. Тип III - самый твердый воск, также предназначенный для примерок модели во рту, но в условиях жаркого тропического климата. Базисный воск применяют также для моделирования временных мостовидных протезов и в качестве прикусных валиков. Этот воск иногда используют в ортодонтии.
Показатель твердости определяют по величине текучести воска при температуре 45 °С. К технологическим вспомогательным воскам относятся паковочный, липкий, соединительный, белый и универсальный или воск для общих работ. Паковочный или ящичный (boxing) воск используют в качестве емкости для отливки модели. Его также применяют для моделирования отсутствующих зубов во временных протезах. Липкий воск применяют для временного крепления деталей модели протеза. Соединительный - для соединения элементов конструкции при моделировании протезов и для паяния. Вспомогательным дополнительным воском заполняют пустоты и поднутрения при моделировании съемных частичных протезов. Белым моделируют виниры. Универсаль-
ный применяют при выполнении различных зуботехнических этапов моделирования.
В последние годы появились моделировочные материалы на основе светоотверждаемых полимеров. Полимерные моделировочные материалы характеризуются более высокой прочностью и стабильностью, хорошей размерной точностью и способностью выгорать без остатка.
Оттискные воски характеризуются высокой текучестью и деформируются при удалении из поднутрений. Поэтому в качестве оттискного материала воски применяют ограниченно, только для беззубых участков полости рта.
Воски плавятся не при определенной температуре, а в широком температурном диапазоне. Они имеют самый высокий коэффициент термического расширения по сравнению с любым другим материалом.
Текучесть воска в твердом состоянии определяет его способность к деформации под действием внешних сил, например силы тяжести, и иначе называется ползучестью. Текучесть воска в нагретом состоянии характеризуется вязкостью расплавленной восковой композиции. Такая текучесть необходима, чтобы точно воспроизвести рельеф, например, препарированного под вкладку зуба, но при охлаждении до комнатной температуры или до температуры полости рта, текучесть полученной восковой модели должна быть минимальной, чтобы не допустить искажения этой модели.
Таблица 19.1
Сырьевые компоненты в составах зуботехнических восков
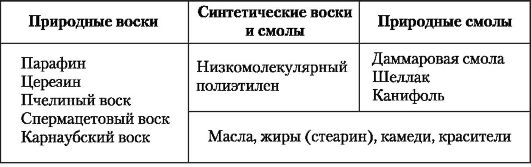 Для достижения требуемого качества состав зуботехнических восков включает много компонентов (табл. 19.1). Но основой являются
Для достижения требуемого качества состав зуботехнических восков включает много компонентов (табл. 19.1). Но основой являются
собственно воски, т.е. органические полимеры, состоящие из углеводов и их производных. Средняя молекулярная масса восковых материалов колеблется от 400 до 4000, что существенно ниже молекулярной массы акриловых полимеров.
Стоматологические воски представляют собой смеси натуральных и синтетических восков, природных полимеров (например, даммаровая смола), масел, жиров, камедей (гуммиарабика) и красителей. В качестве восков используют парафин, пчелиный, карнаубский и спермацетовый воски.
Существенный вклад в размерную точность будущего протеза вносят формовочные материалы - материалы для изготовления формы, в которой происходит замена временного моделировочного воскового материала на постоянный восстановительный материал для зубных протезов, пластмассу, керамику, металл.
Наибольшие сложности возникают при изготовлении формы для литья различных конструкций зубных протезов из металлических сплавов. Например, для вкладки не допустимы отклонения размеров на величину более 0,1%. Если учесть, что размер вкладки в среднем составляет 4 мм, такое отклонение составит всего 4 мкм (1/10 толщины человеческого волоса). Следует подчеркнуть, что процесс изготовления зубного протеза любой конструкции включает технологические этапы, которые по своей природе и механизму протекания обязательно сопровождаются размерными изменениями. Для восковой модели характерна усадка за счет тепловых воздействий и связанных с ними превращений восковых композиций. Литье сплавов также сопровождается усадкой отливки. При охлаждении отливки от температуры солидуса до комнатной возникает термическая усадка, которая в зависимости от вида сплава и конфигурации протеза может колебаться в диапазоне от 1,25 до 1,7%. Применение специальных формовочных материалов позволяет компенсировать эти усадочные изменения размеров отливок.
Формовочные вспомогательные материалы для литья стоматологических сплавов должны отвечать следующим требованиям:
1) не содержать веществ, которые могут ухудшить качество отливки, реагируя с ней (например, фосфор, серу и т.п.);
2) не сращиваться с отливкой;
3) обеспечивать гладкую поверхность отливки, повторяющую гладкость поверхности восковой модели;
4) образовывать пористую оболочку, чтобы через поры обеспечить выход газов, образующихся в процессе литья металлов;
5) иметь определенную прочность, предохраняющую форму от растрескивания при нагревании и при литье;
6) иметь определенную величину расширения (гигроскопического, термического), обеспечивающую компенсацию усадки остывающей отливки.
В состав формовочных материалов в качестве основных компонентов входят, как правило, связующее и огнеупорный наполнитель. В зависимости от связующего формовочные материалы подразделяются на три группы: гипсовые, фосфатные и силикатные (схема 19.2).
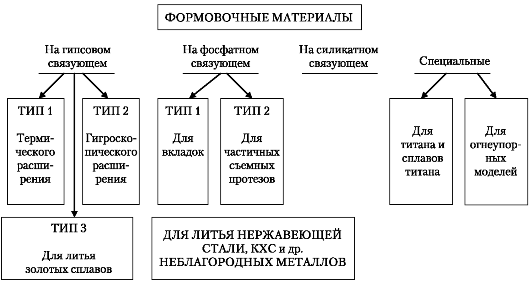 Схема 19.2. Классификация формовочных материалов
Схема 19.2. Классификация формовочных материалов
В гипсовые формовочные материалы в качестве связующего входит гипс, а в качестве огнеупорного наполнителя - оксид кремния. Оксид кремния существует в трех аллотропических формах: кварца, тридимита и кристобалита. При нормальных условиях кварц, тридимит и кристобалит находятся в α-форме, но при определенных температурах они превращаются в β-форму. Переход кварца и кристобалита из α-формы в β-форму сопровождается увеличением объема кристаллического материала, что и используется для компенсации усадки отливки.
Добавление воды в формовочный материал в начальной стадии твердения гипса приводит к значительному расширению формы - гигроскопическому расширению, что является следствием увеличения расстояния между растущими кристаллами гипса - двугидрата сульфата кальция. Максимальное гигроскопическое расширение достигается при взаимодействии воды с формовочным материалом до начала схватывания. Величина гигроскопического расширения может достигать 1-2,5%, что вполне компенсирует усадку при литье протезов из сплавов золота.
Основным методом компенсации усадки отливок является термическое расширение. Для его создания форму перед отливкой подвергают термической обработке. Конечная температура прогрева формы зависит от вида оксида кремния, входящего в состав формовочного материала. Если формовочный материал содержит кварц, то форму нагревают до 700 °С, если кристобалит - до 450 °С. В состав формовочного материала помимо связующего гипса часто входят кварц и кристобалит, варьируя соотношение этих компонентов. Изменяя соотношение воды и порошка при замешивании формовочной массы, можно варьировать термическое расширение формы в довольно широком диапазоне -
от 0,9 до 1,4%.
Для литья сплавов с более высокой температурой плавления применяются огнеупорные или высокотемпературные формовочные материалы. К ним относятся формовочные материалы на фосфатном связующем.
Внедрение в зуботехническую практику силикатных формовочных материалов, отличающихся высокой прочностью и термостойкостью, связано с применением кобальтохромовых и нержавеющих сталей. В силикатных формовочных материалах в качестве связующего применяется кремневый гель, образующийся при гидролизе жидкого стекла, или органические соединения кремния. Из органических соединений наиболее часто применяют тетраэтоксисилан [этилсиликат Si(OC2 Н5)4]. После прогрева форма дает значительное термическое расширение с образованием в силикатном связующем оксида кремния, который способен к превращениям при нагревании, вызывающим дополнительное увеличение объема.